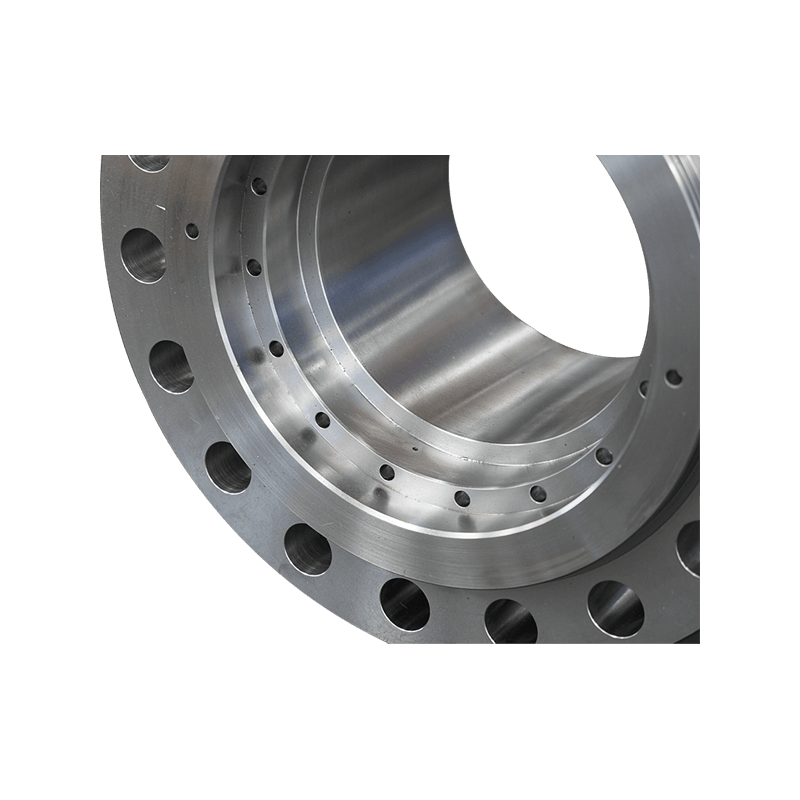
Tillverkning av bearbetade ventildelar involverar en sofistikerad blandning av traditionella bearbetningstekniker och avancerade datorkontrollerade processer. Målet är att omvandla råvaror - till exempel rostfritt stål, kolstål, mässing och olika legeringar - i mycket exakta och funktionella ventilkomponenter som kroppar, motorhuv, stjälkar, skivor och säten.
Materialval: grunden för kvalitet
Innan någon bearbetning börjar måste lämpligt material väljas utifrån ventilens avsedda applicering, driftstryck, temperatur och den korrosivitet som den kommer att hantera. Detta val påverkar avsevärt de bearbetningsprocesser och verktyg som används. Exotiska legeringar som används i högpresterande applikationer kräver till exempel specialiserade verktyg och långsammare bearbetningshastigheter jämfört med vanligare material.
Grov bearbetning: formar grunderna
De ursprungliga stadierna av bearbetning involverar ofta grovbearbetning operationer. Denna fas fokuserar på att ta bort stora mängder material snabbt för att få komponenten nära sin slutliga form. Vanliga tekniker inkluderar:
-
Sågning: Används för att skära råmaterial i hanterbara tomma ämnen.
-
Turning (svarvbearbetning): För cylindriska delar som stjälkar och skivämnen roterar en svarv arbetsstycket medan ett skärverktyg tar bort material.
-
Fräsning: Används för att producera platta ytor, slots och komplexa geometrier på komponenter som ventilkroppar. Stora, multi-axelfräsmaskiner används ofta för detta.
Dessa grovprocesser lämnar en betydande mängd material för efterföljande efterbehandling, vilket säkerställer att eventuella yt brister eller materialspänningar från den första skärningen avlägsnas senare.
Precisionsbearbetning: Att uppnå snäva toleranser
När grundformen är etablerad, precisionsbearbetning Tar över för att uppnå kritiska dimensioner, ytbehandlingar och snäva toleranser som krävs för ventildrift. Det är här den verkliga konsten med bearbetningsventilkomponenter lyser, ofta med CNC -maskiner med dator numeriska kontroll (CNC) för oöverträffad noggrannhet och repeterbarhet.
-
CNC Turning: Moderna CNC -svarvar kontrollerar exakt rörelsen av skärverktyg, vilket möjliggör produktion av intrikata funktioner på stjälkar, säten och andra rotationskomponenter med exceptionell noggrannhet. Detta inkluderar funktioner som trådskärning, spårning och exakt diameterkontroll.
-
CNC -fräsning: För ventilkroppar och motorhuv kan Multi-Axis CNC-malningsmaskiner utföra komplexa operationer, skapa exakta bulthål, vätskepassager och monteringsytor. Möjligheten att maskiner på flera axlar minskar samtidigt installationstiden och förbättrar noggrannheten.
-
Slipning: För extremt snäva toleranser och överlägsna ytbehandlingar, särskilt på kritiska tätningsytor som ventilsäten och skivor, är slipoperationer viktiga. Slipning använder slipande hjul för att ta bort små mängder material, vilket resulterar i mycket släta och exakta ytor som är avgörande för att förhindra läckor.
-
Honing och Lapping: Dessa superfinishing -processer används för att uppnå ännu finare ytbehandlingar och dimensionell noggrannhet på kritiska parningsytor. Honing används ofta för inre cylindriska ytor, medan lappar skapar extremt platta och släta yttre ytor, vilket förbättrar ventilens tätningsintegritet.
Under dessa precisionsoperationer används mycket specialiserade skärverktyg, ofta tillverkade av karbid, keramik eller diamanttippmaterial, för att hantera ventilmaterialets varierande hårdhet och slipning.
Kvalitetskontroll: säkerställa prestanda
Efter bearbetning, alla ventilenhet genomgår stränga kvalitetskontrollkontroller. Detta inkluderar:
-
Dimensionell inspektion: Användning av mikrometrar, bromsok, koordinatmätmaskiner (CMMS) och optiska komparatorer för att verifiera att alla dimensioner uppfyller specifikationer.
-
Analys av ytbehandling: Bedöma grovheten hos bearbetade ytor för att säkerställa optimal tätning och prestanda.
-
Materialverifiering: Bekräfta materialkompositionen genom spektrografisk analys eller andra metoder.
-
Icke-destruktiv testning (NDT): Tekniker som magnetisk partikelinspektion, vätskepenetranttestning och ultraljudstest används för att upptäcka interna eller ytfel som kan kompromissa med komponentens integritet.
Denna noggranna inspektionsprocess säkerställer att var och en Precisionsmaskinskomponent är lämplig för syftet och kommer att bidra till den tillförlitliga driften av den slutliga ventilenheten.
Framtiden för ventilkomponentbearbetning
Branschen fortsätter att utvecklas med framsteg inom bearbetningsteknik. Tillsatsstillverkning (3D -utskrift) börjar spela en roll, särskilt för prototyper och komplexa interna geometrier som är svåra att bearbeta konventionellt. Robotautomation i materialhantering och bearbetningsoperationer blir också mer utbredd, vilket ytterligare förbättrar effektiviteten och konsistensen i produktionen av tillverkade ventilelement .
Bearbetningen av ventildelar är ett bevis på precisionsteknik, där varje snitt och varje ytfinish bidrar till prestanda och säkerhet för kritisk industriell infrastruktur.
